A shielded motor pump, or simply a shielded pump, is a special type of "leak-free" pump that perfectly integrates the motor and pump body.
You can think of it as a completely sealed "black box": the motor's rotor and the pump's impeller are fixed on the same shaft, and the entire core component operates immersed in the fluid being transported. Because it lacks traditional rotating shaft seals, it achieves absolute leak-free operation, making it the ideal choice for transporting toxic, hazardous, flammable, and explosive liquids.
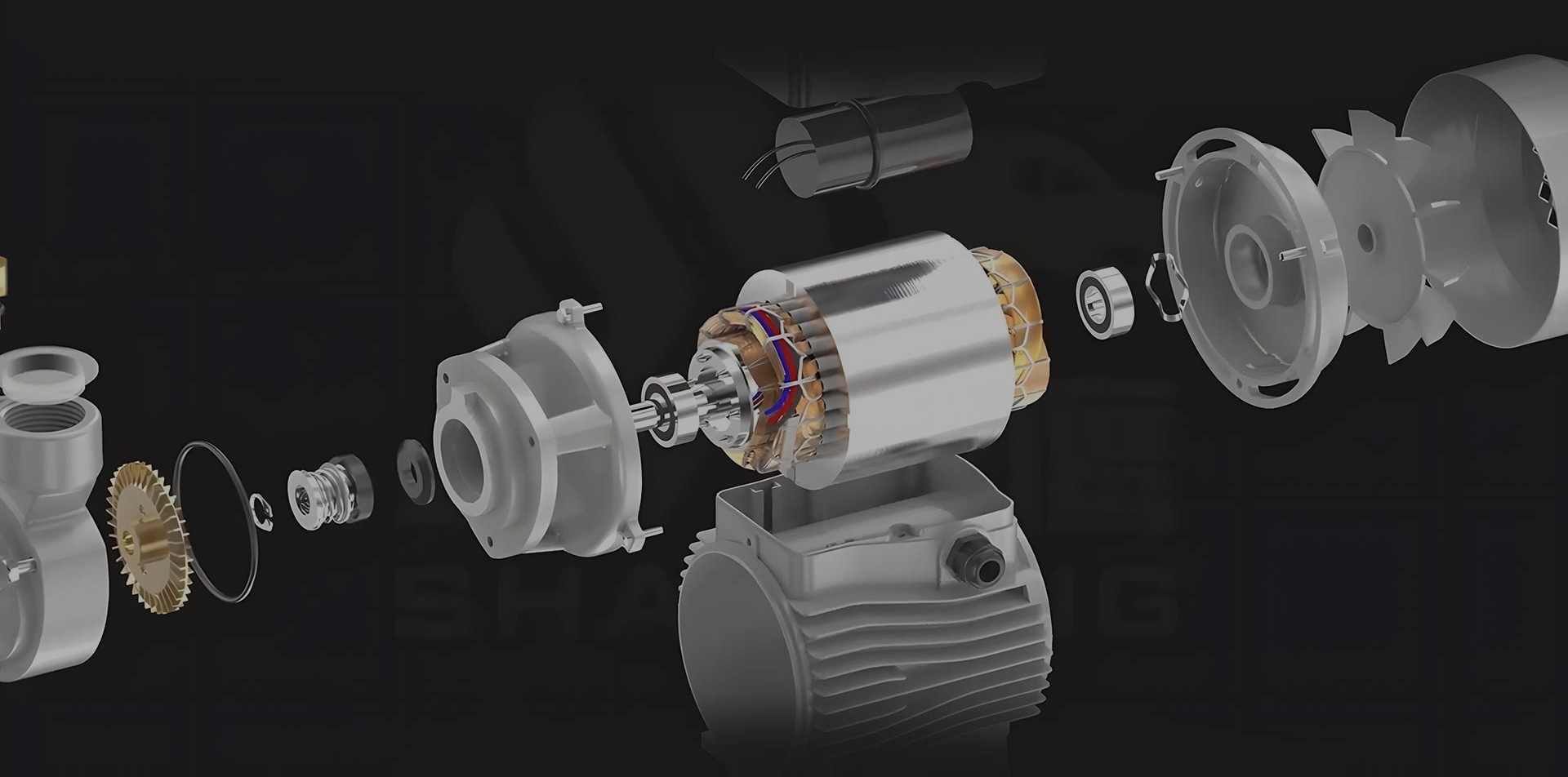
Core Structure and Working Principle
The biggest feature of a shielded pump lies in its unique "integrated pump and motor" structure:
Integrated Design
Coaxial Connection: The pump's impeller and the motor's rotor are fixed on the same shaft, eliminating the need for a coupling.
Shielding Sleeve Isolation: This is the core component. On the inner side of the motor's stator and the outer side of the rotor, there is a thin-walled sleeve made of corrosion-resistant metal (such as Hastelloy or stainless steel), called a "shielding sleeve."
Working Principle: When the stator winding is energized, it generates a rotating magnetic field. This magnetic field penetrates the shielding sleeve, driving the rotor to rotate, thereby driving the impeller. The entire rotor assembly operates within the medium being transported.
Seal-less Design
Traditional pumps rely on mechanical seals to prevent leakage, while shielded pumps only have static seals (flange or welded connections), without dynamic seals. Therefore, it completely eliminates leakage of the medium to the outside and prevents outside air from entering the pump.
Self-Lubrication and Cooling
Lubrication: During pump operation, the bearings (usually graphite or silicon carbide bearings) are lubricated by the transported medium itself.
Cooling: The medium flows through the inside of the motor, carrying away the heat generated by the motor, eliminating the need for an external cooling fan.
Main Features
Absolute Safety (Zero Leakage): Particularly suitable for transporting flammable, explosive, toxic, hazardous, and valuable liquids, effectively protecting operator safety and the environment.
Compact Structure and Quiet Operation: Without couplings and cooling fans, it has a small size and extremely low noise (operating sound is similar to "silent mode"), making it suitable for installation in places with high noise requirements.
Maintenance-Free: Due to the absence of wear on mechanical seals, it requires almost no daily maintenance, resulting in low maintenance costs. High Temperature and High Pressure Resistance: Through special design (such as thermal insulation chambers), it can transport media with temperatures up to 400℃ or even higher, and can withstand extremely high system pressures.
Main Classifications
According to the characteristics and operating conditions of the conveyed medium, canned motor pumps are mainly divided into the following categories:
Type Features Applicable Scenarios
Standard Type Simple structure, suitable for conventional working conditions. Transporting clean media without particles or easily vaporizing characteristics.
Reverse Circulation Type Changes the direction of liquid flow to reduce cavitation. Transporting easily vaporizing liquids (such as liquefied petroleum gas, methyl chloride).
High Temperature Type Equipped with a cooling chamber or thermal shielding structure. Transporting high-temperature liquids such as heat transfer oil and hot water (up to 400℃+).
Slurry Type Bearings and flow channels are specially reinforced. For applications where the medium contains a small amount of solid particles or slurry.
High Pressure Type The casing is designed as a high-pressure vessel. High-pressure hydrogenation and liquid phase transportation in the petrochemical industry.
Typical Application Scenarios
Petrochemical Industry: Circulating pumps for liquid phase hydrogenation units, high-pressure boiler feedwater, liquefied gas transportation.
Nuclear Power and Military Industry: Primary circuit coolant pumps for nuclear power plants, rocket fuel refueling pumps.
Pharmaceutical and Food Industries: Transporting high-purity pharmaceutical liquids and food raw materials (such as mayonnaise, jam), preventing contamination.
Refrigeration and Air Conditioning: Ground source heat pumps, circulating pumps for lithium bromide units.
Selection and Usage Suggestions
Medium Cleanliness:
Although there are slurry types, most canned motor pumps require the conveyed medium to be clean. If the medium contains a large amount of sediment, coking substances, or colloidal substances, it may block the shielding gap, leading to motor overheating and burnout.
Lubrication Requirements:
Canned motor pumps rely on the medium to lubricate the bearings. If the conveyed liquid has extremely poor lubricity (such as liquid ammonia, liquid hydrocarbons, etc.), special attention should be paid to the selection of bearing materials (such as using silicon carbide bearings).
No Dry Running:
Because there is no cooling fan and it relies on the medium for cooling, dry running is absolutely prohibited. Dry running will instantly cause the motor to overheat and be damaged. Anti-freezing measures:
If the conveyed medium solidifies or freezes at ambient temperature, heating or draining measures must be taken to prevent the pump body from cracking due to freezing.
Canned motor pumps are the preferred equipment for applications with extremely high safety and environmental requirements. Although their initial investment may be higher than that of ordinary pumps, their zero-leakage characteristics, low maintenance costs, and long service life make them highly cost-effective in the long run.


 English
English 中文简体
中文简体